ĐO CHIỀU SÂU LỚP BIẾN CỨNG BỀ MẶT –
CASE HARDNESS DEPTH
Để làm tăng tính chịu mòn, thép thường được biến cứng bề mặt để sử dụng cho các chi tiết chuyển động và quay như bánh răng, trục, các chi tiết của động cơ… Các phương pháp biến cứng bề mặt phổ biến là tôi, thấm cacbon, thấm nitơ… Tùy vào phương pháp mà chiều sâu lớp biến cứng có thể từ 0,5 – 35 mm.
Phương pháp đo chiều sâu lớp biến cứng – Case hardness depth (CHD) được sử dụng để xác định chiều sâu của lớp biến cứng trên bề mặt của thép. Trong hầu hết các trường hợp, phép đo Vickers ở thang đo micro được sử dụng cho phương pháp CHD này (Phép đo Knoop cũng có thể được sử dụng). Tại các phòng thí nghiệm kiểm tra chất lượng, nghiên cứu và phát triển… thuộc các lĩnh vực luyện kim, cơ khí chính xác, công nghiệp ô tô và hàng không vũ trụ… thì phương pháp CHD thường được áp dụng.
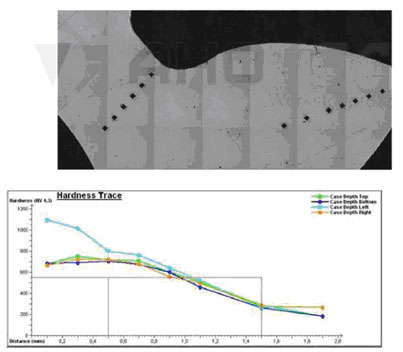
Trong phương pháp CHD này, một loạt vết đo sẽ được tạo trên bề mặt mẫu từ cạnh cho đến tâm của mặt cắt mẫu cần kiểm tra. Sự thay đổi độ cứng từ cạnh cho đến tâm sẽ được ghi nhận và thể hiện trên một đồ thị, đồng thời khoảng cách từ cạnh đến giới hạn độ cứng (HL) sẽ được tính toán, từ đó chiều sâu lớp biến cứng sẽ được xác định.
Hình 1 – Hình ảnh vết đo và đồ thị khi dùng phương pháp CHD cho chi tiết bánh răng
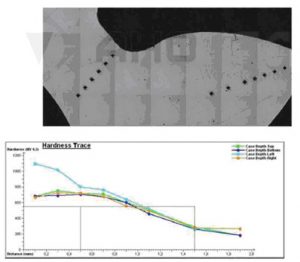
Độ phẳng và độ bảo toàn đường biên mẫu rất quan trọng khi đo lớp mạ phủ mỏng hoặc bề mặt lớp biến cứng. Khi thực hiện phép đo CHD, kích thước của vết đo sẽ tăng khi độ cứng giảm, xem Hình 2. Để giữ khoảng cách cho phép tối thiểu giữa các vết đo (đối với thép là 3X đường chéo), việc giãn cách mũi đo tự động có thể được sử dụng. Khi kích thước của vết đo tăng, khoảng cách giữa các vết đo cũng tăng theo.
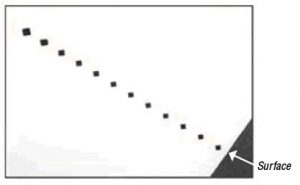
Hình 2 – Kích thước vết đo tăng từ cạnh vào tâm cho thấy độ cứng giảm từ cạnh vào tâm
Thông thường, rất nhiều vết đo phải được tạo để đạt được giá trị độ cứng giới hạn. Tuy nhiên, khi thực hiện phép đo này, các máy đo độ cứng hiện đại có thể tự động dừng lại khi đạt đến giá trị độ cứng giới hạn, không cần quan tâm đến số lượng điểm đo đã được cài đặt.
Có một khoảng cách tối thiểu giữa các vết đo để các vết đo không ảnh hưởng lẫn nhau. Để tăng số lượng vết đo và độ chính xác của loạt đo, các vết đo có thể được thay đổi vị trí theo một quy tắc nhất định, tạo thành một hình gấp khúc như Hình 3.
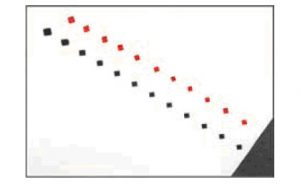
Hình 3 – Các vết đo tạo nên đường gấp khúc
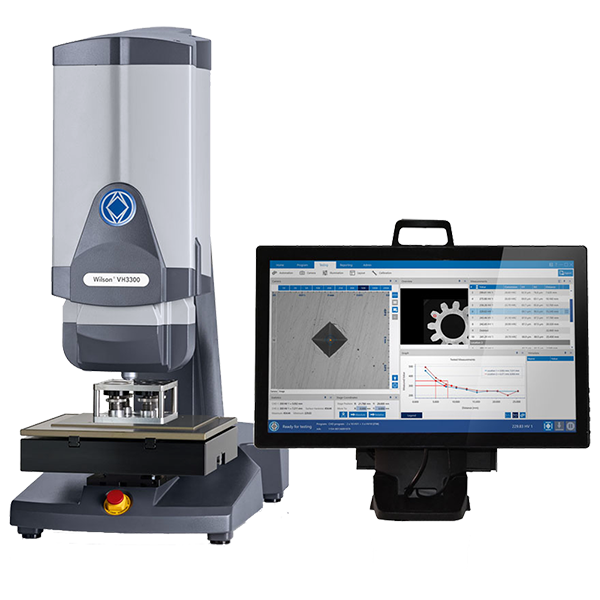
Hiện nay, một số máy đo độ cứng của Hãng Wilson Hardness có chức năng đo CHD tự động. Các máy đo này có chức năng tự động xác định vị trí đặt mũi đo, tạo các dãy vết đo CHD có khoảng cách hợp lý và đúng tiêu chuẩn, tự động ghi nhận hình ảnh và phân tích giá trị độ cứng, vẽ đồ thị… Một số dòng máy tiêu biểu có chức năng này là Tukon 2500, Tukon 3100.

Hình 4 – Máy đo độ cứng tự động Tukon 2500 của Wilson Hardness thực hiện phép đo CHD