
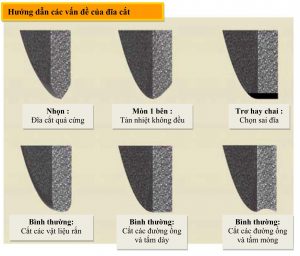
CÁCH KHẮC PHỤC CÁC VẤN ĐỀ GẶP PHẢI TRONG QUÁ TRÌNH CẮT MẪU
| Vấn đề gặp phải | Nguyên nhân chính | Giải pháp đề nghị |
| Cháy mẫu (mẫu bị chuyển màu xanh) | Mẫu bị quá nhiệt | Tăng lượng nước giải nhiệt, giảm áp lực cắt, chọn đĩa cắt với chất kết dính mềm hơn (nhưng độ bền sẽ ngắn hơn) |
| Đĩa bị mòn nhanh | Liên kết giữa đĩa và hạt cắt dễ bị phá hủy | Chọn đĩa cắt có độ liên kết lớn hơn, giảm áp lực khi cắt |
| Đĩa cắt thường bị mẻ, gãy | Phân bố nước giải nhiệt không đều,
Kẹp gá mẫu lỏng lẻo, Đĩa cắt tiếp xúc đột ngột với mẫu |
Phân bố nước giải nhiệt đều trên cả hai mặt đĩa cắt,
Kẹp mẫu chặt hơn Khi bắt đầu cắt nên chạm mẫu từ từ và cẩn thận |
| Gặp lực cản trong quá trình cắt | Chất kết dính của đĩa cắt quá chắc hay bị kẹt | Chọn đĩa cắt với chất kết dính mềm hơn; áp dụng quá trình cắt nhả nhịp; chọn máy cắt với chức năng cắt dao động hoặc có khả năng tối thiểu diện tích tiếp xúc khi cắt (Osillating function-model Delta Osillating) |
| Đĩa cắt bị kẹt, không quay | Khả năng cắt của máy không phù hợp
Đĩa cắt bị kẹt vì sự di chuyển của mẫu |
Sử dụng máy cắt với mã lực lớn hơn, kẹp mẫu ở một bên ít chặt hơn bên còn lại, giảm áp lực hoặc tốc độ đĩa cắt dịch chuyển, sử dụng máy cắt với chức năng cắt dao động hoặc có khả năng tối thiểu diện tích tiếp xúc khi cắt. |
| Khi nước trong bình giải nhiệt bay hơi, nước còn lại sẽ cứng hơn, giảm hiệu quả của chất giải nhiệt. Sơ đồ này chỉ ra rằng độ cứng của nước sẽ gấp đôi sau 10 ngày. Điều này được hạn chế bằng việc sử dụng nước cất hoặc nước tinh khiết có hóa chất khác |
 |
Trong minh họa này, các chất của nước giải nhiệt (kí hiệu từ A-L) nhóm với các chất khoáng trong nước cứng (kí hiệu V-Z), kết quả là hiệu quả chất giải nhiệt giảm và tạo ra 1 chất cặn sệt. Khi pha với nước tình khiết hóa học, công thức chất giải nhiệt được giữ nguyên hiện trạng và diễn ra như thiết kế |
Thông tin thêm vui lòng liên lạc
Email: inquiry@vnmicrostructure.com