
Giới thiệu
Có sẵn các tiêu chuẩn hướng dẫn cách đánh giá ốc vít liên quan đến hiện tượng thấm cacbon và khử cacbon. Việc đánh giá thấm cacbon/khử cacbon có thể được nghiên cứu bằng kính hiển vi, hoặc thông qua thử nghiệm độ cứng theo quy định trong EN ISO 898, ASTM F2328M hoặc ASTM E1077, ASTM F606/ và ISO 3887. Trước khi tiến hành đánh giá thấm cacbon và khử cacbon, việc chuẩn bị kim tương học cho chi tiết ren phải được thực hiện chính xác và càng gần trục ren dọc càng tốt. Việc này bao gồm cắt, đúc trong nhựa thích hợp để bảo vệ các cạnh hoặc vùng bề mặt ngoài cùng, sau đó trải qua một loạt các công đoạn mài và đánh bóng trước khi thực hiện phân tích thử nghiệm quang học hoặc độ cứng cuối cùng. Hướng dẫn chuẩn bị chi tiết có thể được tìm thấy trên trang giải pháp của chúng tôi với tiêu đề “Chuẩn bị kim tương học cho ốc vít; đánh giá bằng kính hiển vi”.
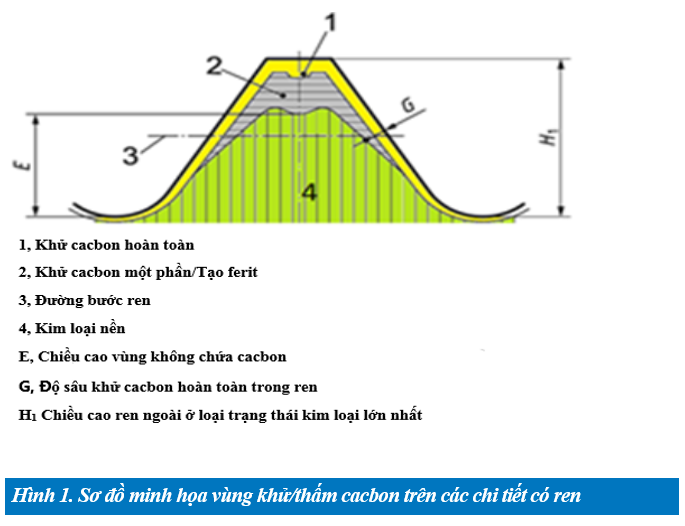
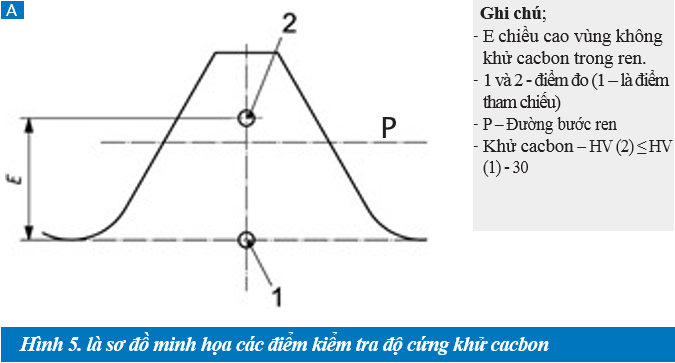
Bài viết ứng dụng này sẽ nêu bật phương pháp chuẩn bị kim tương học, đảm bảo đánh giá quá trình thấm cacbon và khử cacbon chính xác và thường xuyên của ốc vít thép bằng kỹ thuật đo độ cứng. Đánh giá độ cứng dựa trên việc đánh giá các vùng thấm cacbon/khử cacbon khác nhau như minh họa bên dưới và phương pháp này cho phép xác định chiều cao của vùng kim loại nền (E) và phát hiện quá trình khử cacbon một phần (2).
Kiểm tra độ cứng
Đánh giá độ cứng định kỳ
Đối với các chi tiết ốc vít không thể thử độ kéo, việc đánh giá độ cứng được thực hiện để xác nhận quy trình xử lý nhiệt và đảm bảo độ cứng mong muốn không vượt quá độ cứng tối đa cho phép của ốc vít. Nếu độ cứng của chi tiết vượt quá mức tối đa cho phép, hiện tượng giòn chi tiết có thể xảy ra. Kiểm tra độ cứng định kỳ nên được thực hiện trên bề mặt phù hợp hoặc trên mặt cắt ngang qua chi tiết có ren. Kiểm tra độ cứng có thể được thực hiện bằng phương pháp kiểm tra độ cứng Vickers, Brinell hoặc Rockwell theo tiêu chuẩn ASTM/ISO.
Đánh giá độ cứng mặt cắt ngang
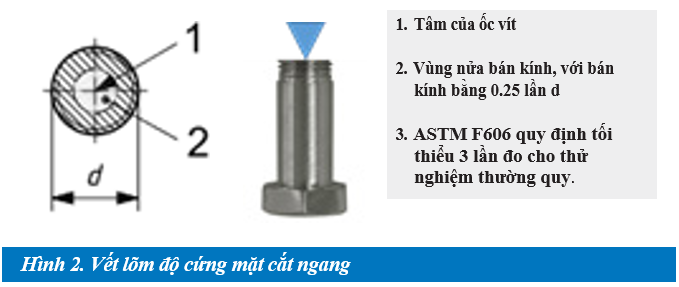
Đối với mặt cắt ngang của chi tiết có ren, việc kiểm tra độ cứng nên được thực hiện như minh họa trong Hình 2 trong phạm vi nửa bán kính. Các tiêu chuẩn quy định tải trọng tối thiểu là 10 kg lực ấn.
Độ cứng bề mặt
Cần tiến hành đo độ cứng trên bề mặt phẳng của đầu, hoặc trên đầu ốc vít hoặc trên phần thân ốc vít không có ren sau khi loại bỏ lớp mạ hoặc lớp phủ khác và sau khi chuẩn bị mẫu thử phù hợp. Việc này nên được thực hiện cho mục đích phân tích thông thường như minh họa trong hình 3.
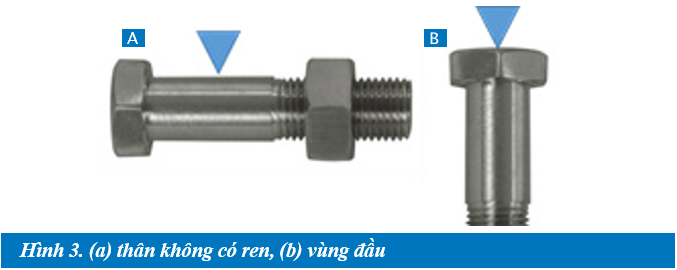
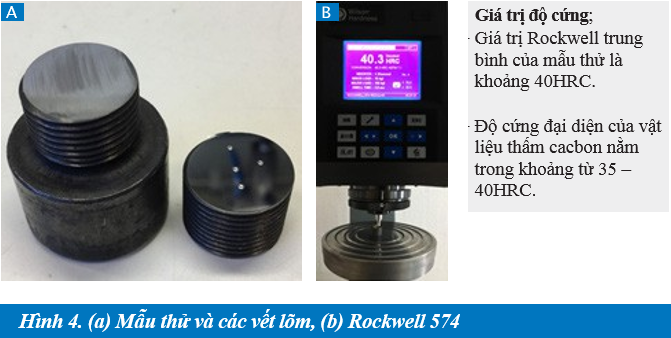
Kiểm tra sự phù hợp bằng thang đo Rockwell được mô tả trong Hình 3 và minh họa bên dưới, Hình 4 được kiểm tra trên máy kiểm tra Rockwell 574 của Buehler.
Kiểm tra khả năng khử cacbon (ISO/ASTM)
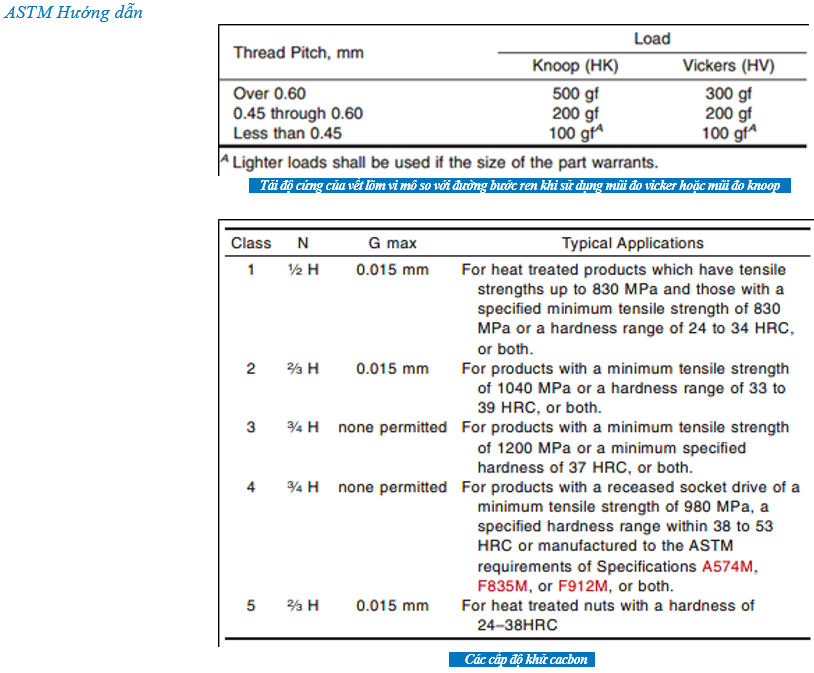
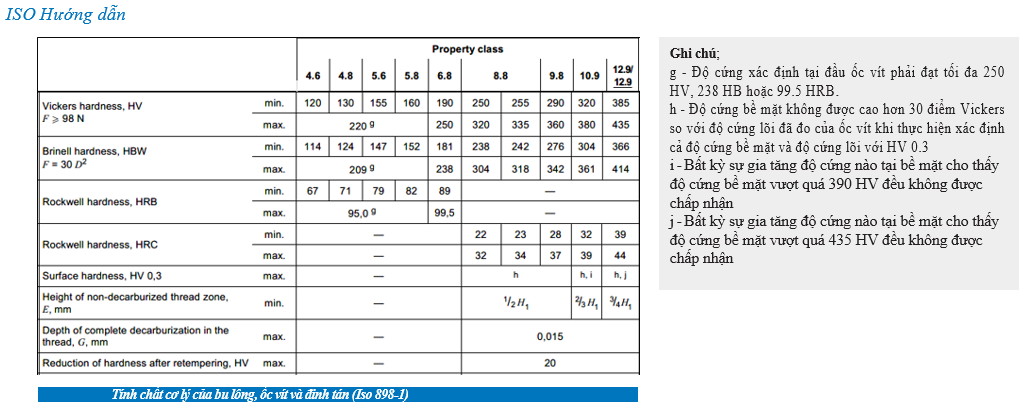
Kiểm tra này được thực hiện để kiểm tra xem bề mặt của các ốc vít đã được tôi và ram có được khử cacbon hay không và để xác định độ sâu của vùng khử cacbon. Phương pháp đo độ cứng cho phép xác định chiều cao của vùng kim loại cơ bản và phát hiện khả năng khử cacbon một phần bằng độ cứng vi mô. Phương pháp này áp dụng cho các ốc vít có bước ren lớn hơn hoặc bằng 1.25mm. Bề mặt không cần phải được tẩm axit hoặc loại bỏ bất kỳ lớp phủ bảo vệ nào được áp dụng trên ốc vít. Các tiêu chuẩn ASTM/ISO chỉ định các vùng bên trong ren cần được kiểm tra độ cứng, Hình 5 với ISO khuyến nghị sử dụng lực ấn 0.3 kg, trong khi đối với ASTM, có thể áp dụng thử nghiệm Vicker hoặc Knoop với lựa chọn tải trọng dựa trên bước ren (xem phụ lục).
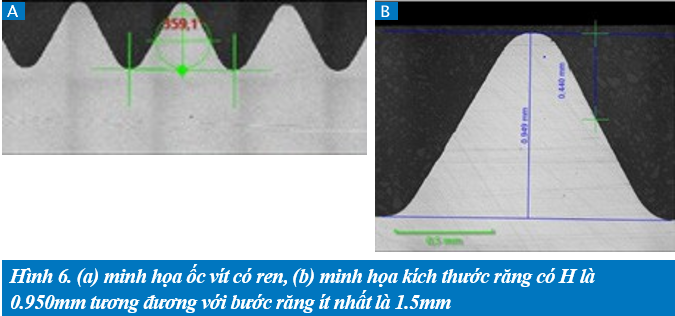
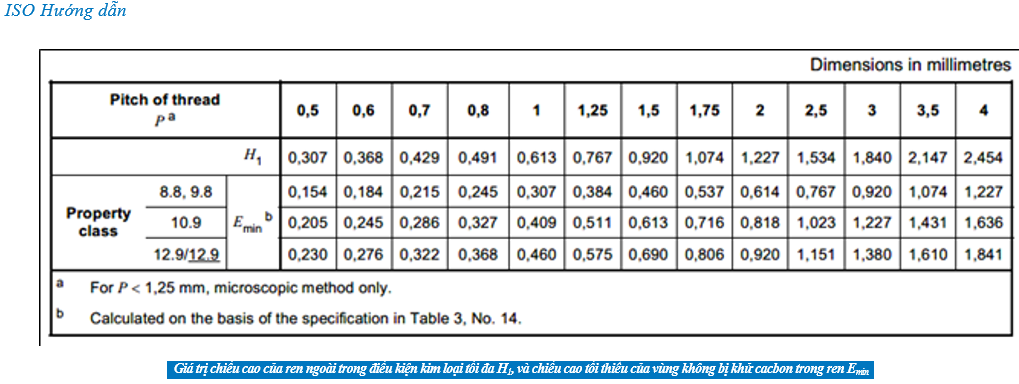
Quá trình khử cacbon trong quá trình xử lý nhiệt gây ra sự mất cacbon, tạo ra các cấu trúc vi mô có độ cứng thấp hơn so với cấu trúc vi mô giàu cacbon cứng hơn mong muốn, tức martensite. Các tiêu chuẩn quy định giá trị chiều cao ren ngoài (H1) dựa trên kích thước bước ren (P) và chiều cao gần đúng của vùng ren không thấm cacbon E. Hình 6 minh họa các thành phần đo lường khác nhau trên một ốc vít có ren.
Quá trình khử cacbon được quan sát thấy khi giá trị độ cứng tại điểm 2 nhỏ hơn hoặc bằng giá trị độ cứng tại điểm 1 trừ đi 30 đơn vị vicker.
Kiểm tra thấm cacbon (ISO/ASTM)
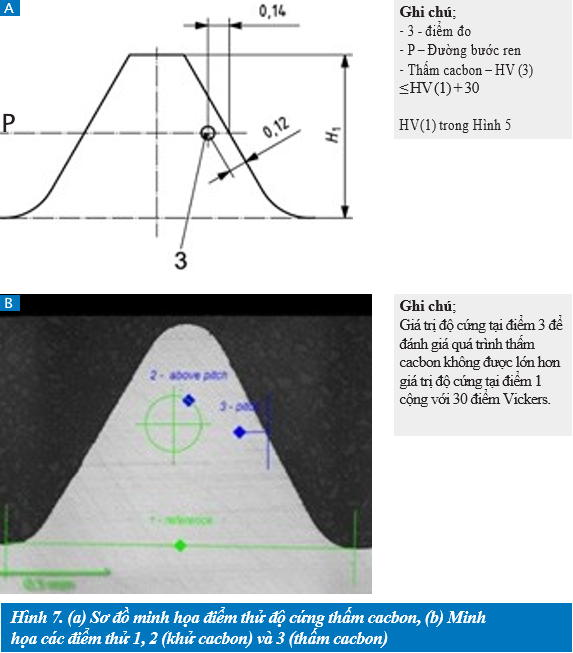
Kiểm tra độ cứng cũng được thực hiện trên các chi tiết lắp ghép sau quá trình thấm cacbon để xác nhận rằng chúng đáp ứng thông số độ cứng mong muốn và độ cứng tối đa không bị vượt quá. Kiểm tra này được thực hiện trên vùng ren xung quanh đường bước ren, cách bề mặt khoảng 0.12 mm. Vùng thấm cacbon cao sẽ dẫn đến hiện tượng giòn bề mặt, ảnh hưởng đến khả năng chống mỏi của chi tiết ren. Độ thấm cacbon cũng có thể được đánh giá trên các mặt cắt dọc hoặc thông qua thử nghiệm độ cứng bề mặt.
Kiểm tra độ khử cacbon
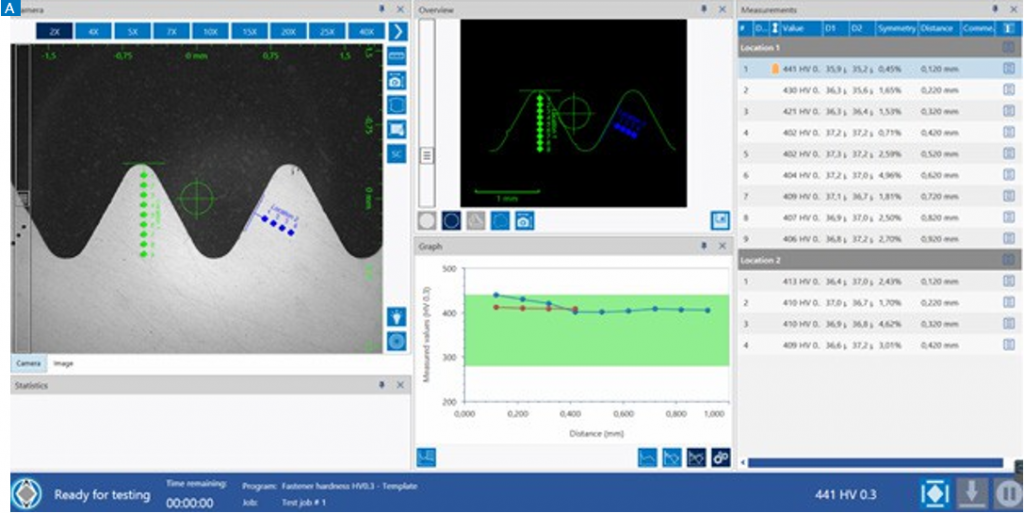
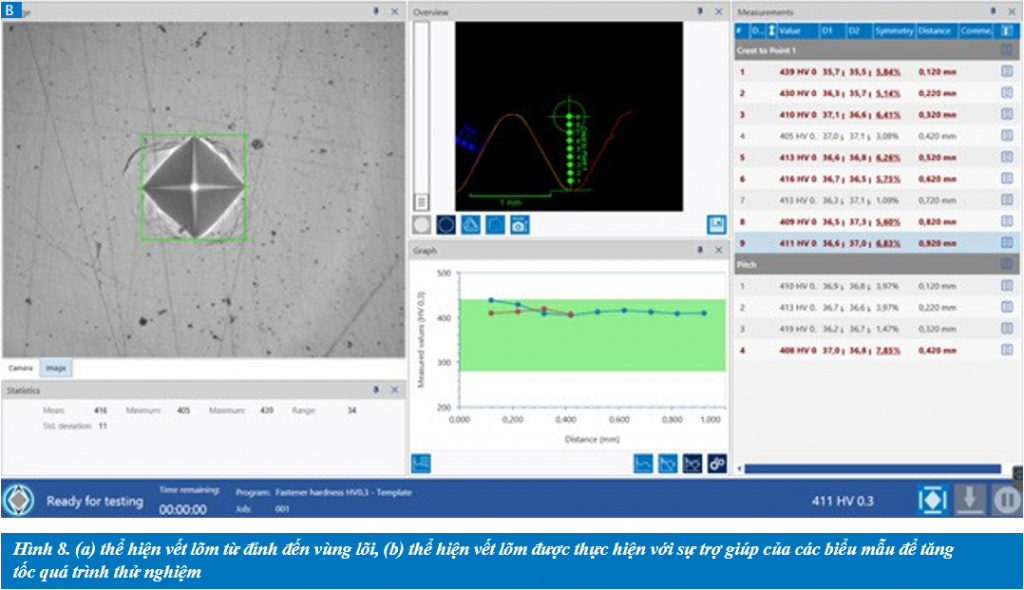
Một phương pháp đánh giá khác là thực hiện một loạt các vết lõm từ đỉnh ren hướng về phía lõi ren. Kết quả thử nghiệm sẽ cho thấy sự thay đổi độ cứng từ bề mặt đến lõi ren. Đây là một cách lý tưởng để làm nổi bật sự thay đổi đáng kể về độ cứng so với độ cứng lõi. Tương tự, một loạt các vết lõm cũng có thể được thực hiện ở mức bước ren với các vết lõm vuông góc với bề mặt như minh họa trong Hình 8. Trong ví dụ này, phương pháp vết lõm Vickers đã được sử dụng với khoảng cách các vết lõm được đặt ở mức 0.120mm tính từ bề mặt và so với mỗi vết lõm.
Các giới hạn liên quan đến độ cứng lõi trừ hoặc cộng 30 Vickers/Knoop để đánh giá quá trình khử cacbon và thấm cacbon có thể được đưa vào chương trình thử nghiệm. Khi các giới hạn này bị vi phạm, sẽ có một biểu đồ minh họa bằng hình ảnh cho thấy liệu các giới hạn khử cacbon đã bị vượt quá hay chưa.
Kiểm tra nhiệt luyện lại
Kiểm tra nhiệt luyện lại được thực hiện để đảm bảo nhiệt độ nhiệt luyện tối thiểu đã đạt được trong quá trình xử lý nhiệt. ISO quy định rằng việc kiểm tra này được thực hiện trong trường hợp có tranh chấp/trọng tài. Thử nghiệm bao gồm nhiệt luyện lại ốc vít, giữ nhiệt trong 30 phút ở nhiệt độ thấp hơn 10°C so với nhiệt độ ram tối thiểu ban đầu. Sau đó, sử dụng phương pháp thử độ cứng Vickers để thực hiện ba phép đo mới trên cùng chi tiết và tại cùng khu vực đã dùng cho lần xác định đầu tiên. Tiếp theo, lấy giá trị trung bình của các phép đo trước và sau khi tôi lại, rồi so sánh với nhau. Nếu có sự giảm độ cứng Vickers, thì mức giảm đó không được vượt quá 20 đơn vị Vickers.
Phụ lục
Thuật ngữ
Base metal hardness – độ cứng gần bề mặt nhất (khi đi từ lõi ra đường kính ngoài) ngay trước khi xảy ra sự tăng hoặc giảm, tương ứng với sự thấm cacbon hoặc khử cacbon.
Decarburisation – là sự mất cacbon khỏi lớp bề mặt của ốc vít xuống mức thấp hơn giới hạn hòa tan của cacbon trong ferit, do đó chỉ còn lại ferit.
Complete/Gross decarburisation – còn được gọi là sự khử cacbon hoàn toàn, trong đó cacbon bị mất đi đủ nhiều từ thép, để lại các hạt ferit rõ ràng sau khi phân tích dưới kính hiển vi.
Partial decarburisation – khử cacbon với lượng cacbon mất đi đáng kể, tạo ra lớp tôi ram có màu nhạt hơn và độ cứng thấp hơn đáng kể so với kim loại nền liền kề, tuy nhiên không xuất hiện hạt ferit khi quan sát dưới hiển vi kim tương.
Ferritic decarburisation – khử cacbon với mức độ mất cacbon đáng kể, làm cho lớp tôi ram có màu nhạt hơn, đồng thời xuất hiện các hạt ferit hoặc mạng ferit dọc theo ranh giới hạt khi quan sát dưới kính hiển vi kim tương.
Phụ lục
Tài liệu tham khảo hữu ích
SumMet, B. (2018). The Science Behind Materials preparation. Waukegan, Illinois, U.S.A. Retrieved from https://www.buehler. com/literature.php
SumMet, B. (2015). Fastener metallography for today, Waukegan, Illinois, U.S.A. Retrieved from https://www.buehler. com/literature.php
NPCS Board of Consultants & Engineers. The Complete Technology Book on Steel and Steel Products (Fasteners, Seamless Tubes, Casting, Rolling of Flat Products & others)
ASTM standards; E1077, A370, E3, E384, E407 F2328, F2328M, F606/M
ISO standards; 898-1, 898-1, 4042, 6507, 6506, 6508
Thông tin thêm vui lòng liên lạc
Email: inquiry@vnmicrostructure.com
